![防火涂料施工報價單[清單明細]](/uploads/allimg/20220826/1-220R6143G1630.png)



飾面型防火涂料國家早在2005年就出標準規范了,但在2018年國家對飾面型防火涂料標準規范實施了升級,然后一直沿用至今。
接下來,我們來具體了解下飾面型防火涂料gb12441-2018國家標準有哪些規范?
中華人民共和國國家標準
飾面型防火涂料
Finishing fire resistant coating
GB 12441—2018
代替GB 12441—2005
2018-02-06發布 2018-09-01實施
中華人民共和國國家質量監督檢驗檢疫總局
中國國家標準化管理委員會
發布
本標準的5.2、8.1和第7章為強制性的,其余為推薦性的。
本標準按照GB/T 1.1—2009給出的規則起草。
本標準代替GB 12441—2005《飾面型防火涂料》。
本標準與GB 12441—2005相比,除編輯性修改外主要技術變化如下:
——增加了產品的分類和型號(見第4章);
——修改了飾面型防火涂料部分理化性能技術指標,刪除了技術要求中的缺陷類別(見5.2.2005年版的4.2);
——用難燃性試驗代替了隧道燃燒法(見6.11.2005年版的附錄B);
——修改了檢驗規則(見第7章,2005年版的第6章)。
本標準由中華人民共和國公安部提出并歸口。
本標準起草單位:公安部四川消防研究所、公安部消防局、公安部消防產品合格評定中心、四川天府防火材料有限公司、武漢武立涂料有限公司、四川卓安新材料科技有限公司、江蘇冠軍科技集團股份有限公司、南京展拓消防設備有限公司。
本標準主要起草人:程道彬、包光宏、王鵬翔、劉程、余威、馮軍、唐勇、潘烽、薛黎。
GB 12441—2005的歷次版本發布情況為:
——GB 12441—1998;
——GB 15442.1—1995、GB/T 15442.2—1995、GB/T 15442.3—1995、GB/T 15442.4—1995.
GB 12441—1998的歷次版本發布情況為:
——GB 12441—1990.
一、范圍
本標準規定了飾面型防火涂料的術語和定義,分類和型號,技術要求,試驗方法,檢驗規則,標志,使用說明書,包裝、運輸及貯存。
本標準適用于各類飾面型防火涂料。
二、規范性引用文件
下列文件對于本文件的應用是必不可少的。凡是注日期的引用文件,僅注日期的版本適用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改單)適用于本文件。
GB/T 1720 漆膜附著力測定法
GB/T 1727 漆膜一般制備法
GB/T 1728 漆膜、膩子膜干燥時間測定法
GB/T 1731 漆膜柔韌性測定法
GB/T 1732 漆膜耐沖擊性測定法
GB/T 1733 漆膜耐水性測定法
GB/T 1740 漆膜耐濕熱性測定法
GB/T 5907 (所有部分)消防詞匯
GB/T 6753.1 色漆、清漆和印刷油墨 研磨細度的測定
GB/T 8625 建筑材料難燃性試驗方法
GB/T 9750 涂料產品包裝標志
三、術語和定義
GB/T 5907界定的以及下列術語和定義適用于本文件。
3.1
飾面型防火涂料 finishing fire resistant coating
涂覆于可燃基材(如木材、纖維板、紙板及制品)表面,具有一定裝飾作用,受火后能膨脹發泡形成隔熱保護層的涂料。
3.2
難燃性 difficult flammability
在規定的試驗條件下,材料難以進行有焰燃燒的特性。
3.3
炭化體積 char volume
在規定的試驗條件下,材料發生炭化的最大體積。
四、分類和型號
4.1 分類
飾面型防火涂料按分散介質可分為:
a)水基性飾面型防火涂料:以水作為分散介質的飾面型防火涂料;
b)溶劑性飾面型防火涂料:以有機溶劑作為分散介質的飾面型防火涂料。
4.2 型號
飾面型防火涂料的產品代號以字母SMT表示,分散介質特征代號分別為S(水基性)和R(溶劑性)。飾面型防火涂料的型號編制方法如下:
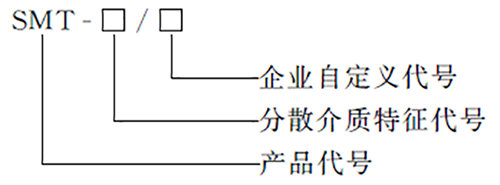
示例:
SMT-S/A,表示水基性飾面型防火涂料,企業自定義代號為A。
五、技術要求
5.1 一般要求
5.1.1 用于生產防火涂料的原材料應符合國家環境保護、職業衛生和健康相關法律法規的規定。
5.1.2 涂料應能采用規定的分散介質進行調和、稀釋。
5.1.3 飾面型防火涂料應能采用刷涂、噴涂、輥涂和刮涂中任何一種或多種方法方便地施工,并能在正常的自然環境條件下干燥、固化,涂層實干后不應有刺激性氣味。成膜后應能形成平整的飾面,無明顯凹凸或條痕,無脫粉、氣泡、龜裂、斑點等現象。
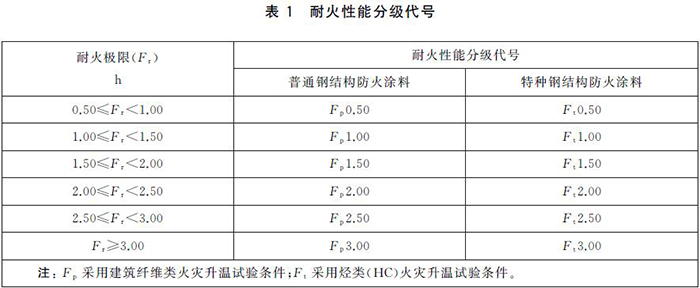
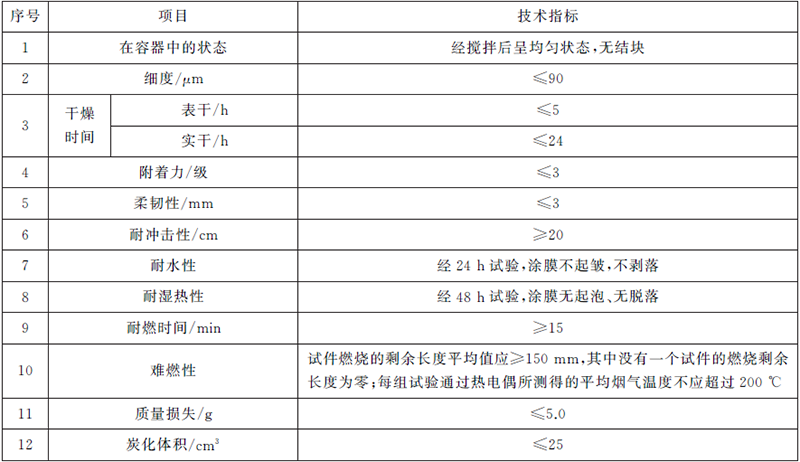
5.2 技術要求
飾面型防火涂料技術指標應符合表1的規定。
表1 飾面型防火涂料技術指標
六、試驗方法
6.1 試驗準備
6.1.1 試驗用基材
理化性能試驗(除耐濕熱性試驗外)用基材應符合GB/T 1727的規定要求。耐濕熱性試驗基材為透明有機玻璃板,尺寸約為150mm×70mm×1mm。防火性能試驗用基材應符合附錄A 和附錄B的規定。難燃性試驗基材的尺寸應符合GB/T 8625的要求,其他防火性能試驗用基材的尺寸應符合附錄A和附錄B的規定。
6.1.2 試件的制備
理化性能試件的制備應按GB/T 1727規定的方法進行。防火性能試件的制備應按6.11、附錄A和附錄B規定的方法進行。
6.1.3 狀態調節
理化性能試件應在溫度(23±2)℃、相對濕度50%±5%的環境條件下狀態調節48h。防火性能試件經涂刷達到規定的濕涂覆比值后,應在溫度(23±2)℃、相對濕度50%±5%的環境條件下調節至質量恒定(相隔24h兩次稱量,其質量變化不大于±0.5%)。
6.1.4 試驗環境條件
涂料的細度、干燥時間、附著力、柔韌性、耐沖擊性及耐水性六項試驗應在溫度(23±2)℃、相對濕度50%±5%的環境條件下進行。
6.2 在容器中的狀態
用攪拌器攪拌容器內的試樣或按規定的比例調配多組分涂料的試樣,觀察涂料有無結塊,是否均勻。
6.3 細度
按GB/T 6753.1規定的方法進行。
6.4 干燥時間
按GB/T 1728(甲法)規定的方法進行。
6.5 附著力
按GB/T 1720規定的方法進行。
6.6 柔韌性
按GB/T 1731規定的方法進行。
6.7 耐沖擊性
按GB/T 1732規定的方法進行。
6.8 耐水性
按GB/T 1733(甲法)規定的方法進行。
6.9 耐濕熱性
按GB/T 1740規定的方法進行。
6.10 耐燃時間
按附錄A規定的方法進行。
6.11 難燃性
試件基材及制備應符合附錄A的要求,同時涂覆在試件表面前應先將防火涂料涂覆于試件四周封邊。試驗按GB/T 8625規定的方法進行。
6.12 質量損失
按附錄B規定的方法進行。
6.13 炭化體積
按附錄B規定的方法進行。
七、檢驗規則
7.1.1 出廠檢驗
出廠檢驗項目為在容器中的狀態、細度、干燥時間、附著力、柔韌性、耐沖擊性、耐水性、耐濕熱性及耐燃時間。
7.1.2 型式檢驗
型式檢驗項目為5.2規定的全部檢驗項目。有下列情況之一時,應進行型式檢驗:
a)新產品投產前或老產品轉廠時的試制定型鑒定;
b)正常生產后,產品的原材料、配方或生產工藝有較大改變時;
c)產品停產一年以上恢復生產時;
d)出廠檢驗結果與上次型式檢驗有較大差異時;
e)發生重大質量事故整改后;
f)質量監督部門依法提出型式檢驗要求時。
7.2 組批與抽樣
7.2.1 組批
組成一批的飾面型防火涂料應為同一批材料、同一工藝條件下生產的產品。
7.2.2 抽樣
出廠檢驗樣品應從不少于200kg的產品中隨機抽取10kg。
型式檢驗樣品應從不少于1000kg的產品中隨機抽取20kg。
7.3 判定規則
7.3.1 出廠檢驗判定
出廠檢驗項目均滿足表1規定的技術指標為合格,不合格的檢驗項目可以在同批樣品中抽樣進行兩次復檢,復檢均合格后方判為合格。
7.3.2 型式檢驗判定
型式檢驗項目全部符合本標準要求時,判該產品合格。
八、標志、使用說明書
8.1 產品標志應包含產品名稱、型號規格、執行標準、商標(適用時)、生產者名稱及地址、生產企業名稱及地址、產品生產日期或生產批號等。
8.2 產品的使用說明書應明示產品的涂覆量、施工工藝及警示等。溶劑性飾面型防火涂料應特別注明防火安全要求及對人員的健康防護措施。
九、包裝、運輸及貯存
9.1 包裝
產品包裝的標志應符合GB/T 9750的規定。產品包裝桶應貼上產品說明書、產品標志和合格證,并應滿足下列要求:
a)水基性飾面型防火涂料應采用清潔、密封的塑料桶或有塑料內襯的容器;
b)溶劑性飾面型防火涂料應采用清潔、密封的鐵桶。
9.2 運輸
運輸過程中應防止雨淋、曝曬,防止重壓、摔落、沖撞及倒置。
9.3 貯存
產品應存放在通風、干燥、防止日光直射的地方,貯存溫度應在5℃~40℃。
附錄A (規范性附錄)大板燃燒法
A.1 范圍
本附錄規定了在規定條件下測試涂覆于可燃基材表面的飾面型防火涂料耐燃特性的試驗方法—大板燃燒法。
本附錄適用于飾面型防火涂料耐燃時間的測定。
A.2 試驗設備
A.2.1 試驗裝置
A.2.1.1 試驗裝置由試驗架、燃燒器、噴射吸氣器等組成,見圖A.1.
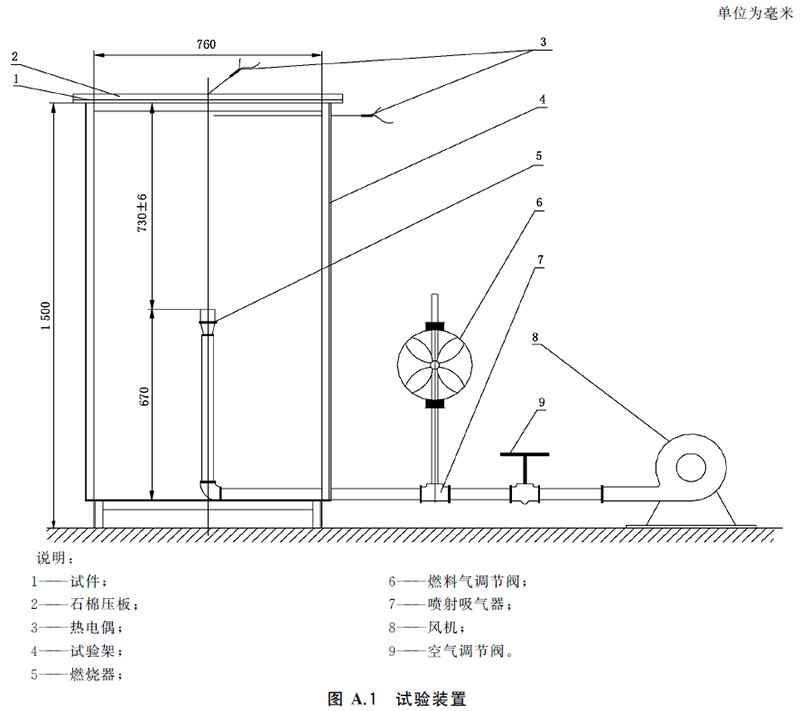
A.2.1.2 試驗架為30mm×30mm 角鋼構成的框架,其內部尺寸為760mm×760mm×1400mm。框架下端腳高100mm,上端用于放置試件。
A.2.1.3 石棉壓板由900mm×900mm×20mm 石棉板制成,中心有一直徑為500mm 的圓孔。
A.2.1.4 燃燒器由內徑42mm、壁厚3mm、高42mm 以及內徑28mm、壁厚7mm、高25mm 的兩個銅套管組合而成,兩個銅套管的外端面平行,同時在內銅套管的端面均勻分布四個內徑為2mm 的小孔;燃燒器安裝在公稱直徑為40mm×32mm 變徑直通管接頭上。燃燒器口到試件的距離為(730±6)mm。
A.2.1.5 噴射吸氣器由公稱直徑為32mm×32mm×15mm 變徑三通管接頭以及旋入三通管接頭一端的噴嘴所組成,噴嘴長54mm,中心孔徑為14mm。
A.2.1.6 鼓風機風量為1m3/min~5m3/min。
A.2.2 調控裝置
A.2.2.1 熱電偶
溫度監控均采用精度不低于Ⅱ級、K 分度的熱電偶。其中,用于火焰溫度監控應采用外徑不大于3mm 的鎧裝熱電偶;用于試件背火面溫度測試應采用絲徑不大于0.5mm 的熱電偶,其熱接點應焊接在直徑為12mm,厚度為0.2mm 的銅片中心位置。
A.2.2.2 溫度記錄裝置
將熱電偶產生的毫伏信號送至信號調理板,通過數據采集卡將模擬信號轉換為數字信號,然后由計算機進行編程處理轉換成相應的溫度值。溫度讀數分辨率為1℃。
A.2.3 計時器
計時器采用計算機或電子秒表,其計時誤差不大于1s/h,讀數分辨率為1s。
A.2.4 燃料
燃料采用液化石油氣或丙烷氣。
A.2.5 試驗室
試驗室分為燃燒室和控制室兩部分,兩室之間設有觀察窗。燃燒室的長、寬、高限定為3m~4.5m,試驗架到墻的任何部位不得小于900mm。試驗時,應無外界氣流干擾。
A.3 試件制備
A.3.1 試驗基材的選擇及尺寸
試驗基材為一級三層膠合板,基材厚度為5mm±0.2mm,試板尺寸為900mm×900mm。表面應平整光滑,試板的一面距中心250mm 平面內不應有拼縫和節疤。
A.3.2 涂覆比值
試件為單面涂覆,涂覆應均勻,濕涂覆比值為500g/m2,涂覆誤差為規定值的±2%。若需分次涂覆,則兩次涂覆的間隔時間不得小于24h。
A.4 試驗程序
A.4.1 檢查熱電偶及計算機系統工作是否正常。
A.4.2 將經過狀態調節至質量恒定的試件水平放置于試驗架上,使涂有防火涂料的一面向下,試件中心正對燃燒器,其背面壓上石棉壓板。
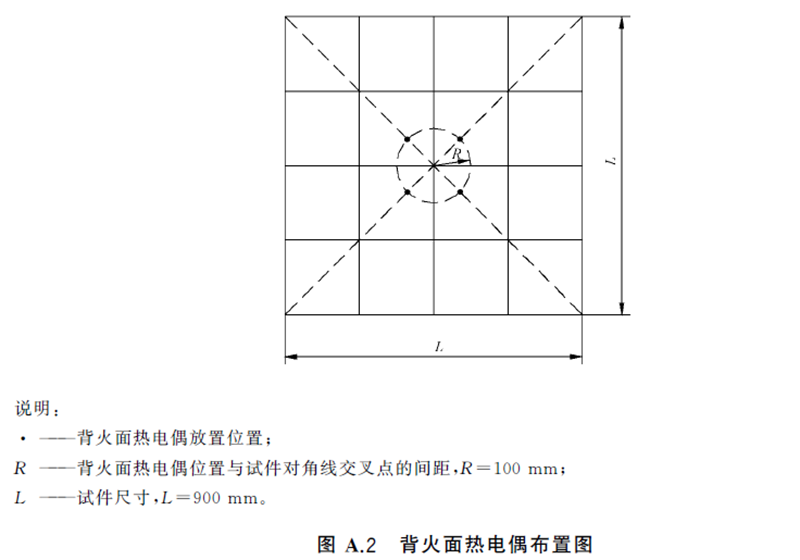
A.4.3 將測量火焰溫度的鎧裝熱電偶水平放置于試件下方,其熱接點距試件受火面中心50mm(試驗中,若涂料發泡膨脹厚度大于50mm 時,可將熱電偶垂直向下移動直至熱接點露出發泡層)。再將測背火面溫度的5支銅片表面熱電偶放置于試件背火面,其中1支銅片表面熱電偶放置于試件背火面對角線交叉點,另外4支銅片表面熱電偶分別放置于試件背火面離交叉點100mm 的對角線上(見圖A.2)。每個銅片上應覆蓋30mm×30mm×2mm 石棉板一塊,石棉板應與試件緊貼,并以適當方式固定,不應壓其他物體。
A.4.4 開啟計算機測試系統,然后開啟空氣調節閥和燃氣調節閥,在點燃燃氣的同時啟動計算機測試系統并開始計時。觀察試驗現象,計算機測試系統每分鐘采集一次火焰溫度和試件背火面溫度。試驗采用的燃氣如果為液化石油氣,當試驗進行至5min時,燃氣供給量應為(16±0.4)L/min。然后通過調節空氣供給量來控制火焰溫度,整個試驗過程按照圖A.3所示時間—溫度標準曲線進行升溫,當試件背火面任何1支銅片表面熱電偶溫度達到220℃或試件背火面出現穿火時,關閉空氣調節閥和燃氣調節閥,計算機測試系統應自動記錄試驗時間。
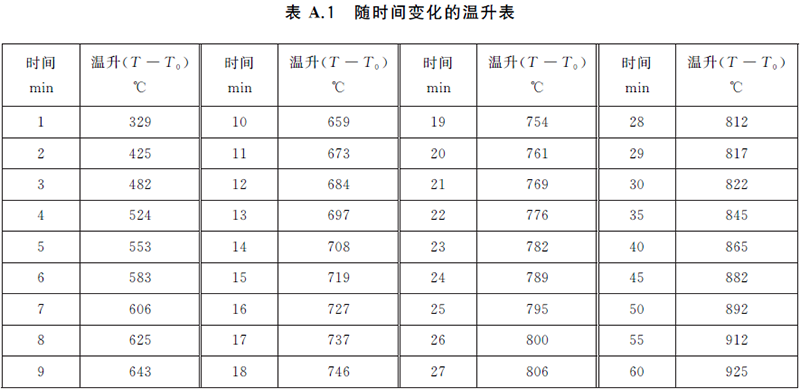
A.4.5 整個試驗過程的火焰溫升(T -T0)按式(A.1)計算:
T -T0 = 345 lg(8t+1) …………………………(A.1)
式中:
T ——t 時的火焰溫度,單位為攝氏度(℃);
T0——試驗開始時的環境溫度,單位為攝氏度(℃);
t ——試驗經歷的時間,單位為分鐘(min)。
圖A.3為式(A.1)的函數曲線,即時間—溫度標準曲線,其對應每分鐘的代表性溫升見表A.1.

試驗中的時間—溫度實測曲線下的面積與時間—溫度標準曲線下的面積之間的可允許偏差為:
a)在試驗的開始10min范圍內為±10%;
b)在試驗的10min以后為±5%。
A.4.6 每完成一次試驗后,應等待室溫降至40℃以下時,方可進行下次試驗。
A.4.7 重復試驗3個試件,對3個試件燃燒時間的平均值取整(舍去小數部分),即得到耐燃時間,單位為分鐘(min)。
附錄B (規范性附錄)小室燃燒法
B.1 范圍
本附錄規定了在實驗室條件下測試涂覆于可燃基材表面防火涂料阻火性能的試驗方法——小室燃燒法,測試結果以燃燒質量損失和炭化體積表示。
本附錄適用于飾面型防火涂料阻火性能的測定。
B.2 試驗設備
B.2.1 小室燃燒箱
B.2.1.1 小室燃燒箱為一鑲有玻璃門窗的金屬板箱(見圖B.1)。
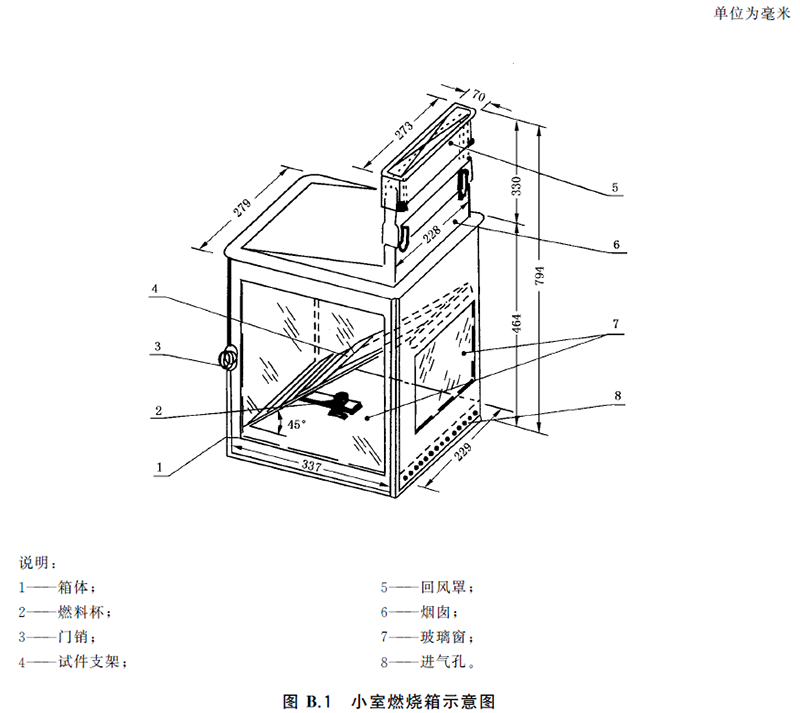
B.2.1.2 箱體的內部長寬高尺寸為337mm×229mm×794mm(包括伸出的煙囪和頂部回風罩)。
B.2.1.3 回風罩與煙囪之間的距離可調節,以便排走燃燒產生的煙氣。
B.2.2 試件支撐架
B.2.2.1 試件支撐架由間隔130mm 的兩塊平行扁鐵構成,扁鐵尺寸為480mm×25mm×3mm。扁鐵兩端由搭接件固定。
B.2.2.2 支撐架上有可調節橫條,用以固定試件位置。
B.2.2.3 支撐架底部固定一平行于箱底的金屬基座,基座用于放置燃料杯。
B.2.3 燃料杯
燃料杯由黃銅制成,外徑24mm,壁厚1mm,高17mm,容積約為6mL。
B.2.4 其他試驗設備
試驗還需使用以下設備:
a)天平(感量0.1g);
b)鋼直尺或游標卡尺(分度值1mm);
c)滴定管或移液管(分度值0.1mL)。
B.3 試件制備
B.3.1 基材的選擇及尺寸
試驗基材選用一級三層膠合板,基材厚度為5mm±0.2mm,試板尺寸為300mm×150mm;試板表面應平整光滑,無節疤拼縫或其他缺陷。
B.3.2 涂覆比值
試件為單面涂覆,涂覆應均勻,濕涂覆比值為250g/m2(不包括封邊),涂覆誤差為規定值的±2%。涂覆時,應先將防火涂料涂覆于試板四周封邊,放置24h后再將防火涂料均勻地涂覆于試板的一表面。若需分次涂覆時,則兩次涂覆的時間間隔不得小于24h。
B.4 試驗程序
B.4.1 將經過狀態調節的試件置于(50±2)℃ 的烘箱中靜置40h,取出冷卻至室溫,準確稱量至0.1g。
B.4.2 將稱量后的試件放在試件支撐架上,使其涂覆面向下。
B.4.3 用移液管或滴定管取5mL分析純無水乙醇注入燃料杯中,將燃料杯放在基座上,使杯沿到試件受火面的最近垂直距離為25mm。點火、關門,試驗持續到火焰自熄為止。試驗過程中應無強制通風。
B.4.4 每組試驗應重復做5個試件。
B.5 數據處理
B.5.1 將燃燒過的試件取出冷卻至室溫,準確稱量至0.1g。對5個試件燃燒前后的質量損失取平均值,并保留到小數點后一位數,即得到防火涂料試件的質量損失。
B.5.2 用鋸子將燒過的試件沿著火焰延燃的最大長度、最大寬度線鋸成4塊,量出縱向、橫向切口涂膜下面基材炭化(明顯變黑)的長度、寬度,再量出最大的炭化深度,計算出炭化體積;最后對5個試件炭化體積的平均值即得到防火涂料試件的炭化體積,具體計算方法見式(B.1)。

式中:
V ——炭化體積,單位為立方厘米(cm3);
ai ——炭化長度,單位為厘米(cm);
bi ——炭化寬度,單位為厘米(cm);
hi ——炭化深度,單位為厘米(cm);
n ——試件個數。
B.5.3 若一組試件的標準偏差大于其平均質量損失(或平均炭化體積)的10%,需加做5個試件,其質量損失(或炭化體積)應根據10個試件的平均值計算。
標準偏差的計算見式(B.2):

式中:
S ——標準偏差;
xi ——每個試件的質量損失(或炭化體積)值;![]()
π——一組試件的質量損失(或炭化體積)平均值;
n ——試件個數。
以上就是關于“飾面型防火涂料gb12441-2018國家標準規范”的全部介紹,希望能夠幫助到閱讀文章的你。既然國家對于飾面型防火涂料是有標準規范的,因此希望每一個項目施工,都按照規定的制度條例來完成,不觸碰邊緣紅線,不僅是對國家負責,對人民負責,更是對個人負責。



![外墻真石漆圖片效果圖案例[西安未央印象城]](/uploads/allimg/20220712/1-220G214492Y14.png)