





鋼結構防火涂料規(guī)范GB14907-2018是GB14907-2002的升級替代版本,于2018年11月19日正式發(fā)布,實施于2019年6月1日。由TC113(全國消防標準化技術委員會)歸口上報,TC113SC7(全國消防標準化技術委員會防火材料分會)執(zhí)行,主管部門為應急管理部。
下面我們來詳細了解一下鋼結構防火涂料規(guī)范GB14907-2018到底制定了哪些國家標準?
中華人民共和國國家標準
鋼結構防火涂料
Fire resistive coating for steel structure
GB 14907—2018
代替GB 14907—2002
2018-11-19發(fā)布 2019-06-01實施
國家市場監(jiān)督管理總局
中國國家標準化管理委員會
發(fā)布
本標準的5.1.5、5.2和第7章為強制性的,其余為推薦性的。
本標準按照GB/T 1.1—2009給出的規(guī)則起草。
本標準代替GB 14907—2002《鋼結構防火涂料》。
本標準與GB 14907—2002相比,除編輯性修改外主要技術變化如下:
——增加了截面系數(shù)術語及定義(見3.2);
——修改了產品的分類和型號(見第4章;2002年版的第4章);
——修改了產品的一般要求(見5.1;2002年版的5.1);
——增加了隔熱效率偏差要求和試驗方法(見5.2、6.4.7);
——增加了pH值要求和試驗方法(見5.2、6.4.8);
——修改了耐水性、耐冷熱循環(huán)性、耐曝熱性、耐濕熱性、耐凍融循環(huán)性、耐酸性、耐堿性、耐鹽霧腐蝕性、耐火性能要求和試驗方法(見5.2、6.4.9、6.4.10、6.4.11、6.4.12、6.4.13、6.4.14、6.4.15、6.4.16、6.5;2002年版的5.2、6.4.8、6.4.9、6.4.10、6.4.11、6.4.12、6.4.13、6.4.14、6.4.15、6.5);
——修改了理化性能試件的制備(見6.3;2002年版的6.3);
——增加了耐紫外線輻照性要求和試驗方法(見5.2、6.4.17);
——刪除了附加耐火性能(見2002年版的6.6);
——修改了檢驗規(guī)則(見第7章;2002年版的第7章);
——增加了鋼結構防火涂料隔熱效率試驗(見附錄A);
——修改了鋼結構防火涂料耐火試驗加載量計算(見附錄B;2002年版的附錄A);
——刪除了鋼結構防火涂料腐蝕性的評定(見2002年版的附錄B)。
本標準由中華人民共和國應急管理部提出并歸口。
本標準起草單位:公安部四川消防研究所、公安部消防產品合格評定中心、四川天府防火材料有限公司、杭州西子防火材料有限公司、江蘇蘭陵高分子材料有限公司、北京金隅涂料有限責任公司、北京茂源防火材料廠、廈門市大平工貿有限公司、昆山市寧華防火材料有限公司、廣州督江防火材料有限公司、江蘇海龍核科技股份有限公司。
本標準主要起草人:李風、東靖飛、孟志、聶濤、程道彬、覃文清、濮愛萍、周曉勇、張才、姚建軍、徐曉奕。
本標準所代替標準的歷次版本發(fā)布情況為:
——GB 14907—1994、GB 14907—2002。
一、范圍
本標準規(guī)定了鋼結構防火涂料的術語和定義、分類和型號、技術要求、試驗方法、檢驗規(guī)則及標志、包裝、運輸和貯存。
本標準適用于建(構)筑物鋼結構表面使用的各類鋼結構防火涂料。
二、規(guī)范性引用文件
下列文件對于本文件的應用是必不可少的。凡是注日期的引用文件,僅注日期的版本適用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改單)適用于本文件。
GB/T 191 包裝儲運圖示標志
GB/T 706—2016 熱軋型鋼
GB/T 1728—1979 漆膜、膩子膜干燥時間測定法
GB/T 3186—2006 色漆、清漆和色漆與清漆用原材料 取樣
GB/T 6388 運輸包裝收發(fā)貨標志
GB/T 9779—2015 復層建筑涂料
GB/T 9978.1—2008 建筑構件耐火試驗方法 第1部分:通用要求
GB/T 9978.6 建筑構件耐火試驗方法 第6部分:梁的特殊要求
GB/T 11263—2017 熱軋H型鋼和剖分T型鋼
GB/T 14522—2008 機械工業(yè)產品用塑料、涂料、橡膠材料人工氣候老化試驗方法 熒光紫外燈
GB 15930—2007 建筑通風和排煙系統(tǒng)用防火閥門
GB 50017—2003 鋼結構設計規(guī)范
GA/T 714—2007 構件用防火保護材料快速升溫耐火試驗方法
三、術語和定義
3.1
鋼結構防火涂料 fire resistive coating for steel structure
施涂于建(構)筑物鋼結構表面,能形成耐火隔熱保護層以提高鋼結構耐火極限的涂料。
3.2
截面系數(shù) section factor
無保護鋼構件每單位長度外表面面積與單位長度對應體積的比值。
四、分類和型號
4.1 分類
4.1.1 按火災防護對象分為:
a)普通鋼結構防火涂料:用于普通工業(yè)與民用建(構)筑物鋼結構表面的防火涂料;
b)特種鋼結構防火涂料:用于特殊建(構)筑物(如石油化工設施、變配電站等)鋼結構表面的防火涂料。
4.1.2 按使用場所分為:
a)室內鋼結構防火涂料:用于建筑物室內或隱蔽工程的鋼結構表面的防火涂料;
b)室外鋼結構防火涂料:用于建筑物室外或露天工程的鋼結構表面的防火涂料。
4.1.3 按分散介質分為:
a)水基性鋼結構防火涂料:以水作為分散介質的鋼結構防火涂料;
b)溶劑性鋼結構防火涂料:以有機溶劑作為分散介質的鋼結構防火涂料。
4.1.4 按防火機理分為:
a)膨脹型鋼結構防火涂料:涂層在高溫時膨脹發(fā)泡,形成耐火隔熱保護層的鋼結構防火涂料;
b)非膨脹型鋼結構防火涂料:涂層在高溫時不膨脹發(fā)泡,其自身成為耐火隔熱保護層的鋼結構防火涂料。
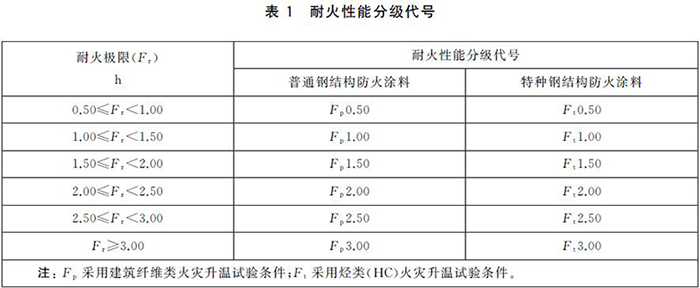
4.2 耐火性能分級
4.2.1 鋼結構防火涂料的耐火極限分為:0.50 h、1.00 h、1.50 h、2.00 h、2.50 h和3.00 h。
4.2.2 鋼結構防火涂料耐火性能分級代號見表1.
4.3 型號
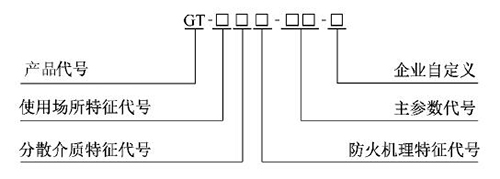
鋼結構防火涂料的產品代號以字母GT表示;鋼結構防火涂料的相關特征代號為:使用場所特征代號N和W分別代表室內和室外,分散介質特征代號S和R分別代表水基性和溶劑性,防火機理特征代號P和F分別代表膨脹型和非膨脹型;主參數(shù)代號以表1中的耐火性能分級代號表示。
鋼結構防火涂料的型號編制方法如下:
示例1:
GT-NRP-Fp1.50-A,表示室內用溶劑性膨脹型普通鋼結構防火涂料,耐火性能為Fp1.50.自定義代號為A。
示例2:
GT-WSF-Ft2.00-B,表示室外用水基性非膨脹型特種鋼結構防火涂料,耐火性能為Ft2.00.自定義代號為B。
五、技術要求
5.1 一般要求
5.1.1 用于生產鋼結構防火涂料的原材料應符合國家環(huán)境保護和安全衛(wèi)生相關法律法規(guī)的規(guī)定。
5.1.2 鋼結構防火涂料應能采用規(guī)定的分散介質進行調和、稀釋。
5.1.3 鋼結構防火涂料應能采用噴涂、抹涂、刷涂、輥涂、刮涂等方法中的一種或多種方法施工,并能在正常的自然環(huán)境條件下干燥固化,涂層實干后不應有刺激性氣味。
5.1.4 復層涂料應相互配套,底層涂料應能同防銹漆配合使用,或者底層涂料自身具有防銹性能。
5.1.5 膨脹型鋼結構防火涂料的涂層厚度不應小于1.5mm,非膨脹型鋼結構防火涂料的涂層厚度不應小于15mm。
5.2 性能要求
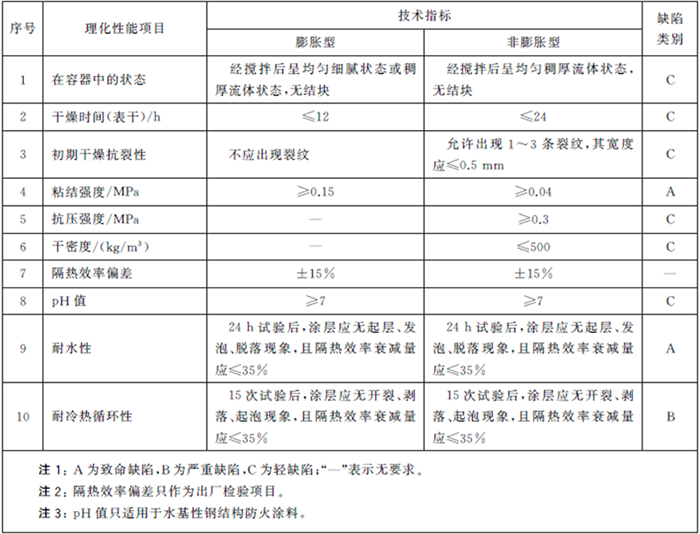
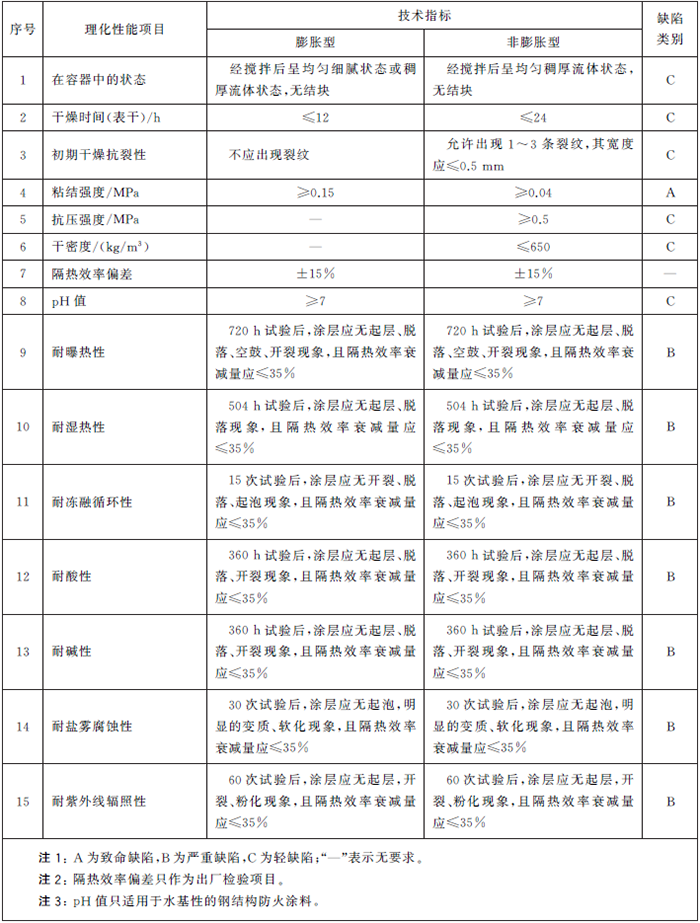
5.2.1 室內鋼結構防火涂料的理化性能應符合表2的規(guī)定。
表2 室內鋼結構防火涂料的理化性能
5.2.2 室外鋼結構防火涂料的理化性能應符合表3的規(guī)定。
表3 室外鋼結構防火涂料的理化性能
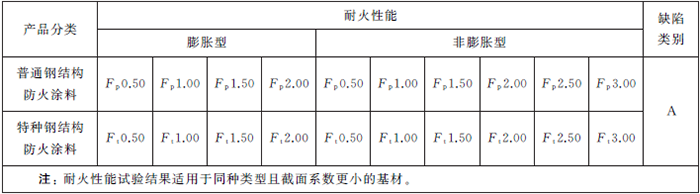
5.2.3 鋼結構防火涂料的耐火性能應符合表4的規(guī)定。
表4 鋼結構防火涂料的耐火性能
六、試驗方法
6.1 取樣
抽樣、檢查和試驗所需樣品的采取,除另有規(guī)定外,應按GB/T 3186—2006的規(guī)定進行。
6.2 制樣條件
除另有規(guī)定外,試件的制備、養(yǎng)護均應在環(huán)境溫度5 ℃~35 ℃,相對濕度50%~80%的條件下進行。
6.3 理化性能試件的制備
6.3.1 試件基材
采用Q235鋼材作為試件基材,徹底清除銹跡后,按規(guī)定的防銹措施進行防銹處理(適用時)。試件基材的尺寸及數(shù)量見表5.
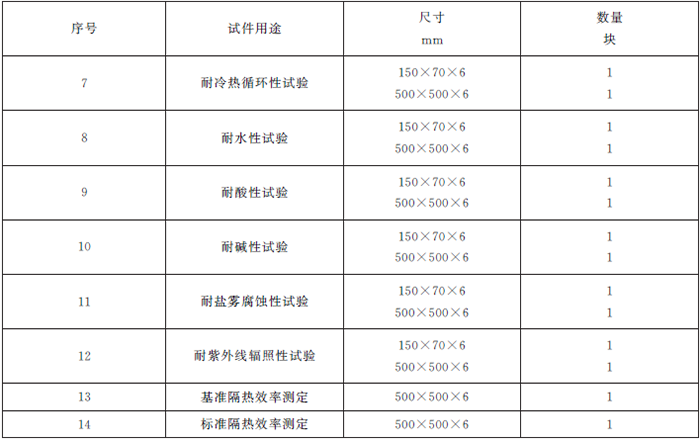
表5 試件基材的尺寸及數(shù)量
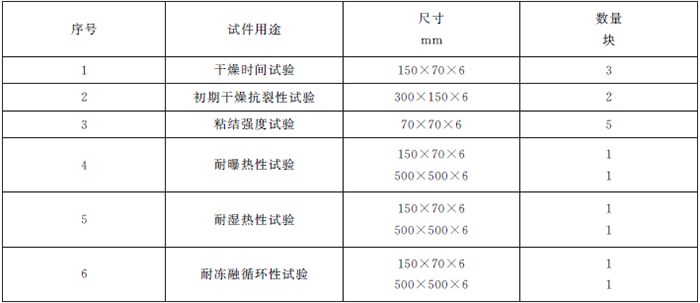
表5(續(xù))
6.3.2 試件的涂覆和養(yǎng)護
按委托方提供的產品施工工藝(除加固措施外)進行涂覆施工,試件涂層厚度分別為:對于小試件(尺寸小于500mm×500mm),P類(1.50±0.20)mm、F類(15±2)mm;對于大試件(尺寸為500mm×500mm),P類(2.00±0.20)mm、F類(25±2)mm,且每塊大試件的涂層厚度相互之間偏差不應大于10%。達到規(guī)定厚度后應抹平和修邊,保證均勻平整。對于復層涂料,還應按委托方提供的施工工藝進行面層和底層涂料的施工。涂覆好的試件涂層面向上水平放置在試驗臺上干燥養(yǎng)護,除用于試驗表干時間和初期干燥抗裂性的試件外,其余試件的養(yǎng)護期規(guī)定為:P類不低于10d、F類不低于28d,委托方有特殊規(guī)定的按委托方的規(guī)定執(zhí)行。養(yǎng)護期滿后方可進行試驗。
6.3.3 試件預處理
將用于6.4.9、6.4.10、6.4.11、6.4.12、6.4.13、6.4.14、6.4.15、6.4.16及6.4.17試驗的試件養(yǎng)護期滿后用1∶1的石蠟與松香的溶液封堵其周邊(封邊寬度不得小于5mm),再次養(yǎng)護24h后方可進行試驗。
6.4 理化性能
6.4.1 在容器中的狀態(tài)
用攪拌器攪拌容器內的試樣或按規(guī)定的比例調配多組分涂料的試樣,觀察涂料是否均勻,有無結塊。
6.4.2 干燥時間
將依據(jù)6.3要求制作的試件,按GB/T 1728—1979規(guī)定的指觸法進行測試。
6.4.3 初期干燥抗裂性
按GB/T 9779—2015的6.10進行試驗。目測檢查有無裂紋出現(xiàn)或使用適當?shù)钠骶邷y量裂紋寬度。2塊試件均符合要求判為合格。
6.4.4 粘結強度
將依據(jù)6.3要求制作的試件的涂層中央40mm×40mm 面積內,均勻涂刷高粘結力的粘結劑(如溶劑型環(huán)氧樹脂等),然后將鋼制聯(lián)結件粘上并壓上1kg重的砝碼,小心去除聯(lián)結件周圍溢出的粘結劑,繼續(xù)在6.2規(guī)定的條件下放置3d后去掉砝碼,沿鋼制聯(lián)結件的周邊切割涂層至板底面,然后將粘結好的試件安裝在試驗機上;在沿試件底板垂直方向施加拉力,以1500N/min~2000N/min的速度施加荷載,測得最大的拉伸荷載(要求鋼制聯(lián)結件底面平整與試件涂覆面粘結)。每一試件的粘結強度按式(1)計算。粘結強度結果以5個試驗值中剔除粗大誤差后的平均值表示。
fb = F/A ………………………………(1)
式中:
fb ——粘結強度,單位為兆帕(MPa);
F ——最大拉伸荷載,單位為牛頓(N);
A ——粘結面積,單位為平方毫米(mm2)。
6.4.5 抗壓強度
6.4.5.1 試件的制作
先在規(guī)格為70.7mm×70.7mm×70.7mm 的金屬試模內壁涂一薄層機油,將拌和后的涂料注入試模內,輕輕搖動并插搗抹平,待基本干燥固化后脫模。在規(guī)定的環(huán)境條件下養(yǎng)護期滿后,再放置在(60±5)℃的烘箱中干燥48h,然后再放置在干燥器內冷卻至室溫。
6.4.5.2 試驗程序
選擇試件的某一側面作為受壓面,用卡尺測量其邊長,精確至0.1mm。將選定試件的受壓面向上放在壓力試驗機(誤差小于或等于2%)的加壓座上,試件的中心線與壓力機中心線應重合,以150N/min~200N/min的速度均勻施加荷載至試件破壞。記錄試件破壞時的最大荷載。按式(2)計算每一個試件的抗壓強度。抗壓強度結果以5個試驗值中剔除粗大誤差后的平均值表示。
R = P/A …………………………………(2)
式中:
R ——抗壓強度,單位為兆帕(MPa);
P ——最大載荷,單位為牛頓(N);
A ——受壓面積,單位為平方毫米(mm2)。
6.4.6 干密度
試件制作同6.4.5.1.
采用卡尺和電子天平測量試件的體積和質量,按式(3)計算每一個試件的干密度。干密度結果以5個試驗值中剔除粗大誤差后的平均值表示。
ρ = m/V ………………………………(3)
式中:
ρ ——干密度,單位為千克每立方米(kg/m3);
m ——質量,單位為千克(kg);
V ——體積,單位為立方米(m3)。
6.4.7 隔熱效率偏差
6.4.7.1 基準隔熱效率的測定
型式檢驗時,按附錄A 的規(guī)定,對依據(jù)6.3要求制作的“基準隔熱效率測定”用試件進行隔熱效率試驗,其隔熱效率(T0)為鋼結構防火涂料的基準隔熱效率。
6.4.7.2 隔熱效率偏差測試
出廠檢驗時,按附錄A 的規(guī)定,對依據(jù)6.3要求制作的“標準隔熱效率測定”用試件進行隔熱效率試驗,其隔熱效率(T 標)為鋼結構防火涂料的標準隔熱效率。隔熱效率偏差按附錄A 的規(guī)定進行計算。
6.4.8 pH 值
按產品施工工藝要求,首先用攪拌器攪拌容器內的試樣或按規(guī)定的比例調配多組分涂料的試樣至混合均勻狀態(tài),然后采用pH 計測量其pH 值。
6.4.9 耐水性
6.4.9.1 將依據(jù)6.3要求制作的試件全部浸泡于盛有自來水的容器中。試驗期間應觀察并記錄小試件表面的防火涂料涂層外觀情況,直至達到規(guī)定的試驗時間。
6.4.9.2 取出經過6.4.9.1試驗的大試件,放在(23±2)℃的環(huán)境中養(yǎng)護干燥后,按附錄A 的規(guī)定測試其隔熱效率并計算衰減量。
6.4.10 耐冷熱循環(huán)性
6.4.10.1 將依據(jù)6.3要求制作的試件置于(23±2)℃的空氣中18h,然后將試件放入(-20±2)℃低溫箱中冷凍3h,再將試件從低溫箱中取出立即放入(50±2)℃的恒溫箱中3h。此為1次循環(huán),按此反復循環(huán)試驗。試驗期間,每一次循環(huán)結束時應觀察并記錄小試件表面的防火涂料涂層外觀情況,直至達到規(guī)定的循環(huán)次數(shù)。
6.4.10.2 取出經過6.4.10.1試驗的大試件,放在(23±2)℃的環(huán)境中養(yǎng)護干燥后,按附錄A 的規(guī)定測試其隔熱效率并計算衰減量。
6.4.11 耐曝熱性
6.4.11.1 將依據(jù)6.3要求制作的試件垂直放置在(50±2)℃的烘箱中。試驗期間,每隔24h應觀察并記錄小試件表面的防火涂料涂層外觀情況,直至達到規(guī)定的試驗時間。
6.4.11.2 取出經過6.4.11.1試驗的大試件,放在(23±2)℃的環(huán)境中養(yǎng)護干燥后,按附錄A 的規(guī)定測試其隔熱效率并計算衰減量。
6.4.12 耐濕熱性
6.4.12.1 將依據(jù)6.3要求制作的試件垂直放置在濕度90%±5%、溫度(45±5)℃的試驗箱中。試驗期間,每隔24h應觀察并記錄小試件表面的防火涂料涂層外觀情況,直至達到規(guī)定的試驗時間。
6.4.12.2 取出經過6.4.12.1試驗的大試件,放在(23±2)℃的環(huán)境中養(yǎng)護干燥后,按附錄A 的規(guī)定測試其隔熱效率并計算衰減量。
6.4.13 耐凍融循環(huán)性
6.4.13.1 將依據(jù)6.3要求制作的試件置于(23±2)℃的自來水中18h,然后將試件放入(-20±2)℃低溫箱中冷凍3h,再將試件從低溫箱中取出立即放入(50±2)℃的恒溫箱中3h。此為1次循環(huán),按此反復循環(huán)試驗。試驗期間,每一次循環(huán)結束時應觀察并記錄小試件表面的防火涂料涂層外觀情況,直至達到規(guī)定的循環(huán)次數(shù)。
6.4.13.2 取出經過6.4.13.1試驗的大試件,放在(23±2)℃的環(huán)境中養(yǎng)護干燥后,按附錄A 的規(guī)定測試其隔熱效率并計算衰減量。
6.4.14 耐酸性
6.4.14.1 將依據(jù)6.3要求制作的試件全部浸泡于3%的鹽酸溶液中。試驗期間,每隔24h應觀察并記錄小試件表面的防火涂料涂層外觀情況,直至達到規(guī)定的試驗時間。
6.4.14.2 取出經過6.4.14.1試驗的大試件,放在(23±2)℃的環(huán)境中養(yǎng)護干燥后,按附錄A 的規(guī)定測試其隔熱效率并計算衰減量。
6.4.15 耐堿性
6.4.15.1 將依據(jù)6.3要求制作的試件全部浸泡于3%的氨水溶液中。試驗期間,每隔24h應觀察并記錄小試件表面的防火涂料涂層外觀情況,直至達到規(guī)定的試驗時間。
6.4.15.2 取出經過6.4.15.1試驗的大試件,放在(23±2)℃的環(huán)境中養(yǎng)護干燥后,按附錄A 的規(guī)定測試其隔熱效率并計算衰減量。
6.4.16 耐鹽霧腐蝕性
6.4.16.1 將依據(jù)6.3要求制作的試件按GB15930—2007的7.11的規(guī)定進行試驗。試驗期間,每一次循環(huán)結束時應觀察并記錄小試件表面的防火涂料涂層外觀情況,直至達到規(guī)定的循環(huán)次數(shù)。
6.4.16.2 取出經過6.4.16.1試驗的大試件,放在(23±2)℃的環(huán)境中養(yǎng)護干燥后,按附錄A 的規(guī)定測試其隔熱效率并計算衰減量。
6.4.17 耐紫外線輻照性
6.4.17.1 將依據(jù)6.3要求制作的試件按GB/T14522—2008的表C.1規(guī)定的第2種暴露周期類型進行試驗。試驗期間,每二次循環(huán)結束時應觀察并記錄小試件表面的防火涂料涂層外觀情況,直至達到規(guī)定的循環(huán)次數(shù)。
6.4.17.2 取出經過6.4.17.1試驗的大試件,放在(23±2)℃的環(huán)境中養(yǎng)護干燥后,按附錄A 的規(guī)定測試其隔熱效率并計算衰減量。
6.5 耐火性能
6.5.1 試驗裝置
符合GB/T 9978.1—2008中第5章對試驗裝置的要求。
6.5.2 試驗條件
普通鋼結構防火涂料采用建筑纖維類火災升溫條件,試驗爐內溫度及壓力應符合GB/T 9978.1—2008中6.1和6.2的相關規(guī)定;特種鋼結構防火涂料采用烴類(HC)火災升溫條件,試驗爐內溫度應符合GA/T 714—2007中5.1.2的相關規(guī)定,爐內保持正壓。
試驗爐內用于溫度和壓力測量的儀器設備,其數(shù)量、布置方式及測量要求應符合GB/T 9978.1—2008和GB/T 9978.6的相關規(guī)定。
6.5.3 試件制作
采用GB/T 11263—2017規(guī)定的HN400×200熱軋H 型鋼(截面系數(shù)為161m-1)和GB/T 706—2016規(guī)定的36b熱軋工字鋼(截面系數(shù)為126m-1)作為試驗基材。試件制作時,首先按GB/T 9978.6的相關規(guī)定設置試件熱電偶(均用于測量試件的平均溫度),然后依據(jù)產品使用說明書規(guī)定的工藝條件對試件受火面進行涂覆,形成涂覆的鋼梁試件,并放在6.2規(guī)定的條件下養(yǎng)護,養(yǎng)護期由委托方確定。
6.5.4 涂層厚度的確定
涂層厚度應在試件各受火面進行測量,且沿試件長度方向每米不少于2個測量截面。每個截面上共7個測量點(見圖1),其中腹板兩側中部各一個,上翼緣下表面兩側中部各一個,下翼緣上表面兩側中部各一個,下翼緣下表面中部一個。涂層厚度(包括防銹漆、防銹液、面漆及加固措施等厚度在內)以剔除測量值中的最大值和最小值后的平均值表示。涂層厚度精確至:0.1mm(P類),1mm(F類)。
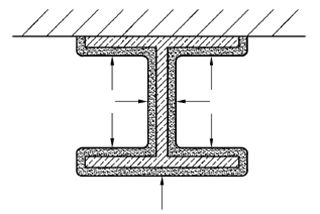
圖1 試件截面上涂層厚度測量點位置
6.5.5 試件安裝、約束與加載
6.5.5.1 試件應水平、簡支安裝在水平燃燒試驗爐上。試件三面受火,上表面覆蓋標準蓋板,蓋板可采用密度為(650±200)kg/m3 的加氣混凝土板或輕質混凝土板,每塊蓋板的厚度為(150±25)mm、長度不大于1m、寬度大于或等于梁上翼緣的3倍寬度且不小于600mm。蓋板與梁的上翼緣之間設一層硅酸鋁纖維棉,其寬度等于梁的上翼緣寬度。試件受火長度不小于4000mm,試件的支撐點間距(凈跨度)及總長度應符合GB/T 9978.6中對試件尺寸的相關規(guī)定。試件的其他安裝和約束要求應符合GB/T 9978.6的相關規(guī)定。
6.5.5.2 試件加載條件應符合GB/T 9978.6的相關規(guī)定,試件承受四點集中荷載模擬的均布荷載,荷載總量對應設計彎矩極限值(按GB 50017—2003中4.1規(guī)定進行計算)的60%,且應符合整體穩(wěn)定性的要求。計算時應采用鋼材的設計強度。實際加載量為總荷載量扣除鋼梁、標準蓋板自重(試驗前進行稱量)而得出的荷載量。加載量在整個試驗過程中應保持恒定(偏差在規(guī)定值的±5%以內)。HN400×200熱軋H 型鋼和36b熱軋工字鋼的實際加載量的計算示例見附錄B。
6.5.6 判定準則
6.5.6.1 判定條件
鋼結構防火涂料的耐火極限以試件失去承載能力或達到規(guī)定的平均溫度的時間來確定。
6.5.6.2 承載能力
在整個耐火試驗時間內,試件的最大彎曲變形量不應超過 mm(L0為試件的凈跨度,h為試件截面上抗壓點與抗拉點之間的距離)。
mm(L0為試件的凈跨度,h為試件截面上抗壓點與抗拉點之間的距離)。
6.5.6.3 試件溫度
在整個耐火試驗時間內,試件的平均溫度不應超過538℃。
6.5.7 耐火性能的表示
鋼結構防火涂料的耐火性能試驗結果應包括升溫條件、試驗基材類型、截面系數(shù)、涂層厚度、耐火性能試驗時間或耐火極限等信息,并注明涂層構造方式和防銹處理措施。耐火性能試驗時間或耐火極限精確至0.01h。
七、檢驗規(guī)則
7.1 檢驗分類
7.1.1 出廠檢驗
出廠檢驗項目分為常規(guī)項目和抽檢項目兩類。常規(guī)項目應至少包括:在容器中的狀態(tài)、干燥時間、初期干燥抗裂性和pH 值,且應按批檢驗。抽檢項目應至少包括:干密度、隔熱效率偏差、耐水性、耐酸性、耐堿性,且應在每季度或每生產500t(P類)、1000t(F類)產品(先到為準)之內至少進行一次檢驗。
7.1.2 型式檢驗
型式檢驗項目為5.1.5、5.2規(guī)定的全部項目。
有下列情形之一,產品應進行型式檢驗:
a)新產品投產或老產品轉廠生產時試制定型鑒定;
b)正式生產后,產品的配方、工藝、原材料有較大改變時;
c)產品停產一年以上恢復生產時;
d)出廠檢驗結果與上次型式檢驗結果有較大差異時;
e)發(fā)生重大質量事故整改后;
f)質量監(jiān)督機構依法提出要求時。
7.2 組批與抽樣
7.2.1 組批
組成一批的鋼結構防火涂料應為同一次投料、同一生產工藝、同一生產條件下生產的產品。
7.2.2 抽樣
出廠檢驗樣品應分別從不少于200kg(P類)、500kg(F類)的產品中隨機抽取40kg(P類)、100kg(F類)。
型式檢驗樣品應分別從不少于1000kg(P類)、3000kg(F類)的產品中隨機抽取300kg(P類)、500kg(F類)。
7.3 判定規(guī)則
7.3.1 出廠檢驗判定
出廠檢驗的常規(guī)項目全部符合要求時判該批產品合格;常規(guī)項目發(fā)現(xiàn)有不合格的,判該批產品不合格。抽檢項目全部合格的,產品可正常出廠;抽檢項目有不合格的,允許對不合格項進行加倍復驗,復驗合格的,產品可繼續(xù)生產銷售;復驗仍不合格的,產品停產整改。
7.3.2 型式檢驗判定
型式檢驗項目全部符合要求時,判該產品合格。有缺陷時的合格判定規(guī)則如下,檢驗結論中需注明缺陷類別和數(shù)量:
a)A=0;
b)B≤2;
c)B+C≤3.
八、標志、包裝、運輸和貯存
8.1 產品標志應包含產品名稱、型號規(guī)格、執(zhí)行標準、商標(適用時)、制造商、生產廠、生產地址、生產日期或生產批號、出廠日期、貯存期等。
8.2 產品包裝運輸?shù)南嚓P標志應符合GB/T 191及GB/T 6388的規(guī)定,包裝內應附產品合格證和產品使用說明書。
8.3 產品說明書中應明示產品的涂覆量、施工工藝[包括鋼基材的處理要求、防銹底漆(適用時)、加固措施(適用時)、面漆(適用時)]及警示等。
8.4 產品運輸時應防止雨淋,曝曬、裝卸時應輕拿輕放,并應遵守運輸部門的有關規(guī)定。
8.5 產品應貯存在干燥、通風、防止日光直接照射的場所。
附錄A (規(guī)范性附錄)鋼結構防火涂料隔熱效率試驗
A.1 試件
本試驗所采用的試件為6.4.7中提及的“基準隔熱效率測試”用試件和“標準隔熱效率測試”用試件,以及6.4.9.2、6.4.10.2、6.4.11.2、6.4.12.2、6.4.13.2、6.4.14.2、6.4.15.2、6.4.16.2、6.4.17.2中提及的大試件。
A.2 試驗裝置
試驗裝置應至少包括水平燃燒試驗爐、熱電偶、爐壓測量探頭等。試驗爐開口尺寸不應小于1000mm×1000mm,其內襯材料應采用耐高溫隔熱材料(密度應小于1000kg/m3,厚度不小于50mm)。試驗爐可采用液體或氣體燃料,爐內的溫度及壓力能得到有效的監(jiān)視和控制。熱電偶(絲徑不小于0.5mm)、爐壓測量探頭等應符合GB/T 9978.1—2008中5.5的相關規(guī)定。
A.3 試驗程序
A.3.1 組批
按試驗爐開口尺寸大小的不同,在滿足A.3.2規(guī)定的安裝條件下,可一次試驗一塊或多塊試件。
A.3.2 安裝
試件涂覆面向下水平安裝在試驗爐上,涂覆面應與試驗爐爐蓋下表面基本平齊,試件的背火表面覆蓋一層名義厚度為50mm、體積密度為128kg/m3 的干燥硅酸鋁纖維毯。試件的受火尺寸不應小于450mm×450mm,其邊緣與爐膛內壁之間的距離不應小于250mm。當多塊試件同時進行試驗時,相鄰試件邊緣之間的間距不應大于500 mm。試件的周邊與安裝框架之間的間隙處應填塞硅酸鋁纖維棉。
A.3.3 試驗條件
試驗爐內溫度及壓力應符合GB/T 9978.1—2008中6.1和6.2的相關規(guī)定。
A.3.4 溫度測量
A.3.4.1 試驗爐內溫度
在試驗爐內距離每塊試件下表面100mm 處的水平面上至少應布置1支爐內熱電偶,熱電偶與爐膛內壁之間的距離不應小于300mm,熱電偶的總數(shù)量不應少于4支。
A.3.4.2 試件背火面溫度
每塊試件的背火面溫度采用2支熱電偶進行測量,其中1支位于試件背火表面中心,另1支位于試件背火表面中心線上距中心125mm 處。熱電偶與試件背火面的固定方式應符合GB/T 9978.1—2008的相關規(guī)定。
A.4 試驗結果
試件的隔熱效率以試件背火面平均溫度達到500℃時的試驗時間來表示,單位為分鐘(min)。
A.5 隔熱效率偏差
鋼結構防火涂料的隔熱效率偏差采用式(A.1)計算:
η =(T標 - T0)/ T0 ×100% ……………………………(A.1)
式中:
η ——隔熱效率偏差,%;
T0 ——基準隔熱效率,單位為分鐘(min);
T標——標準隔熱效率,單位為分鐘(min)。
A.6 隔熱效率衰減量
鋼結構防火涂料的隔熱效率衰減量采用式(A.2)計算:
θ =(T0 -T)/ T0 ×100% …………………………(A.2)
式中:
θ ——隔熱效率衰減量,%;
T0 ——基準隔熱效率,單位為分鐘(min);
T ——耐久性試驗后大試件的隔熱效率,單位為分鐘(min)。
注:當T ≥T0 時,表示試件的隔熱效率無衰減。
附錄B (規(guī)范性附錄)鋼結構防火涂料耐火試驗加載量計算
B.1 已知條件
鋼梁為Q235鋼材,抗彎強度為f(N/mm2)。鋼梁安裝方式為水平簡支,計算跨度為L0(mm)、受壓翼緣寬度為b1(mm)、翼緣厚度為t1(mm)、腹板厚度為d(mm)、截面高度h(mm)、截面回轉半徑為iy(mm)、截面模量為Wx(mm3)、強度折減系數(shù)為k、屈服強度為fy(N/mm2)、自重為g(N/m)。標準蓋板自重經稱量為q0(N/m)。
B.2 均布荷載計算
鋼梁受載后其截面上實際產生的最大彎矩Mmax采用式(B.1)計算:
Mmax =(1/8)qmaxL02 ……………………………(B.1)
按GB 50017—2003中4.1規(guī)定,鋼梁截面上的設計彎矩Mx應符合式(B.2)的要求。
Mx /(γxWx)≤ kf ………………………………(B.2)
式中,對于工字形截面γx=1.05.當梁受壓翼緣自由外伸寬度與其厚度之比大于 而不超過
而不超過 時,γx=1.0.
時,γx=1.0.
由式(B.2),鋼梁截面上的設計彎矩極限值M極限應采用式(B.3)計算:
M極限 = kγxWxf ………………………………(B.3)
依據(jù)6.5.5的規(guī)定,Mmax=M極限×60%,由式(B.1)和式(B.3)推出均布荷載qmax:
qmax =4.8kγxWxf / L02 ……………………………(B.4)
B.3 穩(wěn)定性驗證
B.3.1 驗證原則
按GB 50017—2003中4.2.1規(guī)定,若L0/b1>13.則應計算梁的整體穩(wěn)定性。
B.3.2 穩(wěn)定系數(shù)的計算
按GB 50017—2003中B.5規(guī)定,對于均勻彎曲的受彎構件:
(1)當λy< 時,對于雙軸對稱的工字形截面(含H型鋼),其穩(wěn)定系數(shù)φb可按式(B.5)計算。
時,對于雙軸對稱的工字形截面(含H型鋼),其穩(wěn)定系數(shù)φb可按式(B.5)計算。

式中:
λy = L0 / iy。
(2)當λy< 時,其穩(wěn)定系數(shù)φb應按GB 50017—2003中B.1和B.2的規(guī)定進行計算,并且當計算所得的φb>0.6時,應采用式(B.6)對其進行修正計算。
時,其穩(wěn)定系數(shù)φb應按GB 50017—2003中B.1和B.2的規(guī)定進行計算,并且當計算所得的φb>0.6時,應采用式(B.6)對其進行修正計算。
φ'b = 1.07 - 0.282 / φb ……………………………(B.6)
B.3.3 驗證條件
按GB 50017—2003中4.2.2規(guī)定,在處于整體穩(wěn)定的條件下,鋼梁截面上的最大彎矩Mmax應符合式(B.7)的要求。
Mmax ≤ kfφbWx ………………………………(B.7)
當穩(wěn)定系數(shù)經過修正后,應采用φb'代替式(B.7)中的φb。
若不符合以上驗證條件,應按GB 50017—2003中4.2規(guī)定,以梁的整體穩(wěn)定性計算均布荷載qmax。
B.4 加載量計算
依據(jù)6.5.5的規(guī)定,試件的實際加載量F采用式(B.8)計算:
F =(qmax - g - q0)L0 ………………………………(B.8)
示例1:
已知:試驗基材為GB/T 11263—2017規(guī)定的HN400×200熱軋H型鋼,f=215 N/mm2、L0=4200mm、b1=200mm、t1=13mm、d=8mm、h=400mm、iy=45.4mm、Wx=1190000mm3、k=0.9、fy=235N/mm2、g=646.8N/m,所用標準蓋板自重經稱量q0=573.3N/m。求鋼梁的實際加載量F。
計算程序如下:
(1)均布荷載計算:
由于梁受壓翼緣自由外伸寬度與其厚度之比為 ,而
,而 ,所以γx=1.05.由式(B.4)得:
,所以γx=1.05.由式(B.4)得:
qmax = 4.8kγxWxf / L02=4.8×0.9×1.05×1190000×215/42002 = 65.790kN/m
(2)穩(wěn)定性驗證:
因L0/b1=4200/200=21>13.應計算梁的整體穩(wěn)定性。
λy=L0/iy=4200/45.4=92.51< =120.由式(B.5)得:
=120.由式(B.5)得:

由式(B.1)得:
Mmax =(1/8)qmaxL02 =(1/8)×65.790×42002=145067N·m
而,kfφbWx=0.9×215×0.88×1190000=202633N·m
所以,Mmax
(3)加載量計算:
由式(B.8)得:
F =(qmax - g - q0)L0=(65790-646.8-573.3)×4.2=271kN
示例2:
已知:試驗基材為GB/T 706—2016規(guī)定的36b熱軋工字鋼,f=215N/mm2、L0 =4200mm、b1 =138mm、t1 =15.8mm、d=12.0mm、h=360mm、iy=26.4mm、Wx=919000mm3、k=0.9、fy=235N/mm2、g=643.8N/m,所用標準蓋板自重經稱量q0=573.3N/m。求鋼梁的實際加載量F。
計算程序如下:
(1)均布荷載計算: 由于梁受壓翼緣自由外伸寬度與其厚度之比為 ,而
,而 ,所以γx=1.05.由式(B.4)得:
,所以γx=1.05.由式(B.4)得:
qmax = 4.8kγxWxf / L02=4.8×0.9×1.05×919000×215/42002 = 50.808kN/m
(2)穩(wěn)定性驗證:
因L0/b1=4200/138=30>13.應計算梁的整體穩(wěn)定性。
λy=L0/iy=4200/26.4=159.09> =120.按GB 50017—2003中B.2的規(guī)定計算梁的整體穩(wěn)定系數(shù):
=120.按GB 50017—2003中B.2的規(guī)定計算梁的整體穩(wěn)定系數(shù):
查表(見GB 50017—2003中表B.2),當L0=4000mm和L0=5000mm時,其對應穩(wěn)定性系數(shù)分別為0.93和0.73.采用線性插值法計算,當L0=4200mm時,梁的穩(wěn)定性系數(shù)φb=0.89>0.6.按式(B.6)對其進行修正:
φb'=1.07-0.282/φb=1.07-0.282/0.89=0.75
由式(B.1)得:
Mmax =(1/8)qmaxL02 =(1/8)×50.808×42002=112032N·m
而,kfφb'Wx=0.9×215×0.75×919000=133370N·m
所以,Mmax
(3)加載量計算:
由式(B.8)得:
F =(qmax - g - q0)L0=(50808-643.8-573.3)×4.2=208kN
以上內容便是關于《鋼結構防火涂料規(guī)范GB14907-2018國家標準》的全部介紹,該標準性質為強制性執(zhí)行,廢止了2002年制定的鋼結構防火涂料規(guī)范,主要起草單位有:主要起草單位 公安部四川消防研究所 、公安部消防產品合格評定中心 、四川天府防火材料有限公司 、杭州西子防火材料有限公司 、江蘇蘭陵高分子材料有限公司 、北京金隅涂料有限責任公司 、北京茂源防火材料廠 、廈門市大平工貿有限公司 、昆山市寧華防火材料有限公司 、廣州督江防火材料有限公司 、江蘇海龍核科技股份有限公司 。
望各大鋼結構建筑工程項目能夠按照標準嚴格執(zhí)行,為國家守則,為人民服務。


![防火涂料施工報價單[清單明細]](/uploads/allimg/20220826/1-220R6143G1630.png)
![外墻一體板圖片案例[鄭州南航祥云和苑]](/uploads/allimg/20220716/1-220G615595M17.png)
![微水泥效果圖欣賞[個人居家精裝修案例]](/uploads/allimg/20220829/1-220R91T11X94.png)

![外墻真石漆圖片效果圖案例[西安未央印象城]](/uploads/allimg/20220712/1-220G214492Y14.png)
![外墻水包水效果圖片案例[成都萬科金域緹香]](/uploads/allimg/20220806/1-220P61IHA41.png)



